Manuell svetsning: egenskaper och klassificering
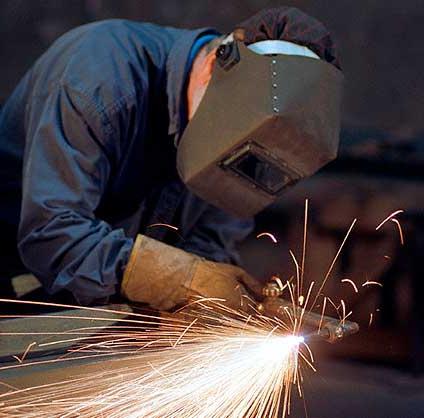
Manuell bågsvetsning kallas så,eftersom alla de nödvändiga åtgärderna som specialistvården utför manuellt. Hans uppgift är att skjuta och bibehålla bågen, flytta bågkontakten till det önskade intervallet, ankomsten av nya elektroder i stället för de använda. Kvaliteten på den svetsade leden beror direkt på svetsmaskinens kvalifikation. Det är nödvändigt att snabbt antända bågen, för att noggrant övervaka att dess längd är oförändrad, och att även skapa en jämn svetsning av de två delarna.

Manuell svetsning har en viss klassificering. Exempelvis utmärks av det antal elektroder som används svetsning med en eller två elektroder, såväl som en flertal elektrodesvetsning. Det finns trefas- och enfasbågar, och strömmen kan vara variabel eller permanent.
För närvarande utbreddhar svetsats med växelström eller likström med smältelektroder. Naturligtvis finns det många olika sätt att ansluta en del genom svetsning. Till exempel med bildandet av olika typer av leder (med flänsande kanter). För att öka produktiviteten rekommenderas användningen av en stråle av elektroder, och vid svetsning av olika legeringar och icke-järnmetaller används volframelektroder.
Manuell svetsning har en specifik teknologiskprocess. Vid svetsningsdelar används en mängd elektroder, som kan smälta och smälta. Den första kan vara gjord av svetstråd med en speciell beläggning. Sådan sprutning är nödvändig för en hög grad av stabilitet av Ijusbågsbildning, för att ge metallytor av slagg och oxider som skyddar svetsbadet från interaktion med miljön, och för att skydda bågen från området för växelverkan med luften.

Manuell svetsning kan utföras under olika miljöförhållanden och i olika gaser. Till exempel, manuell argonbågsvetsning (i argonmediet), svetsning i luften etc.
Enligt GOST 9466-75 är elektroder uppdelade i flera typer.
1. Efter överenskommelse
- låg legering struktur och kol stål;
- legerat stål;
- legerat värmebeständigt stål;
- höglegerade strukturella stål.
2. Enligt typ och varumärke:
- standard;
- sed.
3. För tjockleken på den sprayade beläggningen:
- tunn;
- genomsnittliga;
- tjockt;
- speciellt tjock.
4. Efter typ av elektrodbeläggning:
- syra;
- rutil;
- cellulosa;
- beläggning med järnpulver.
5. Enligt elektrodens tillåtna rumsliga position:

- för några positioner;
- för någon, förutom vertikal manuell svetsning;
- för det nedre och horisontella i det vertikala planet;
- till botten "i båten."
6. Polariteten hos den använda svetsströmmen:
- direkt;
- omvänd;
- något.
7. Enligt typen av svetsström:
- permanent;
- AC.
Manuell svetsning förutsätter att metallen somsmält med elektroder, måste ha en kemisk sammansättning som uppfyller kraven för den. De mekaniska egenskaperna hos den svetsade sömmen och den metall som deponeras på den måste bringas i överensstämmelse med normerna för GOST 9467-75.