Typer, syften och beteckningar av lager
Bearing beteckningar är mycket aktiva idaganvänds på olika sfärer av modern produktion, eftersom det här är en absolut nödvändig detalj, som nu används i de flesta av de mest olika mekanismerna och enheterna. Hittills används de universellt i allt från miniatyr hushållsapparater och slutar med de stora maskiner som används i industriell produktionsutrustning.
Inget modernt företag, industrielltkomplex eller industriell förening kan inte använda dessa eller annan beteckning på lagren och själva produkterna, som därmed har en begränsad livslängd, och det enda skälet till detta fenomen är att de helt enkelt inte har en specifik alternativ. I detta hänseende beror de oavbrutna verksamheterna och verksamheten hos olika företag, och därmed deras ekonomiska effektivitet, direkt av leverans och installation av sådana produkter i samband med slitage.
berättelse

Inte alla förstår ordentligt det gamla ordspråket,säger att allt nytt är helt enkelt en långglömd gammal. Denna odödliga uttalande är ganska lämplig för nästan någon modern teknik, särskilt när det gäller lager, trots det faktum att sedan dess, eftersom det var de första beteckningar lager, var redan en stor evolutionär väg, och inledningsvis dessa produkter leta längre eftersom de representeras av många idag.
Om du dyker djupt in i historien, dåDu bör börja 3500 f.Kr., då invånarna i det gamla Egypten som används, men ganska primitiv, men samtidigt för sin tid mycket effektiva stödlager, som dock vid den tiden ännu inte hade använts bollar. Cirka 700 f.Kr. Celts redan väl kända och används ganska aktiva produkter, som i vår tid beteckningar refererar till som lager, cylindrisk valsanordning.
Nästa steg är 330 BC., i vilken en av de mest kända ingenjörerna i Antikens Grekland, Dyad kunde skapa en full belägringsmaskin, varav en av huvudämnena var ganska primitiva lager. Denna maskin var en fullfjädrad massiv ram, som lätt kunde röra sig med rullstyrningar. Således har principen visat sig i praktiken, som i sig bär ett kullager av rullning, det vill säga friktion för glidning har ersatts av rullningsfriktion, tack vare vilken maskinen enkelt utför de uppdrag som tilldelats den med mycket mindre kraft.
I 1490 uppfann Leonardo da Vinci den första invärldens rullande lager design. Det är värt att notera det faktum att denna uppfinning orsakade en verklig känsla i specialkretsarna, men i själva verket insåg många med tiden att en sådan produkt helt enkelt inte var praktisk användning.
År 1794 var det första patentetrullande lager, vilket är en analog av den moderna enheten. Tyvärr var användningen av detta prov i praktiken inte heller avsedd att ske, för att fullständigt genomföra denna idé var det nödvändigt att ha andra tekniska möjligheter, eftersom användningen av manuell polering inte medförde att motsvarande resultat uppnåddes.
1839, en forskare från Amerika som heter IsaacBabbitt uppfann en specialiserad legering, med hjälp av vilken bollarna startades, vilket vidare innefattade ett rullager med fullvals. Denna legering innefattade koppar, antimon, bly och tenn i dess sammansättning.
Då var det ett verkligt genombrott inom områdetrimliga från den tekniska synpunkten av lagerdesignerna, och de flesta av dem var naturligtvis patenterade. År 1853 utformade Phillip Moritz Fisher den första gången pedalcykeln, vars mekanismer innehöll ett specialiserat rullager.
Den sista som är väldigt signifikant att startautbredd distribution och användning av sådana produkter, var händelsen att Friedrich Fischer skapade 1883 en maskin med vilken slipning av bollar av härdat stål utfördes. Det bör noteras att denna maskin fick tillåta en så hög slipning, vilket tidigare helt enkelt var ouppnåelig. På grund av skapandet av denna maskin har den världsberömda bärplattformen Schweinfurt uppträtt, och i framtiden har liknande produkter redan börjat användas nästan överallt.
Sedan dess,perfektion av teknik med enorma priser - mer exakt utrustning köptes, lager nummer började sänkas, vissa tillverkningsstandarder utvecklades. I slutet ser vi en produkt som är bekant för många, utan vilka det är praktiskt taget omöjligt att föreställa sig modern produktion idag.
Den mest populära och populära i vår tid kan kallas lager och rullager, så i denna artikel kommer vi att undersöka exakt deras användning.
Rullande lager
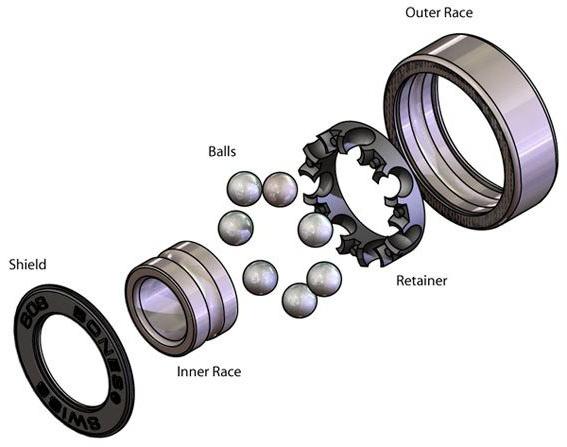
Huvudprincipen för detta lager ärapplicering av rullande friktionskraft. En sådan produkt har en struktur som består av två metallringar med ett spår mellan vilka rullar, nålar eller bollar är placerade, vilka är fixerade inuti en separator placerad mellan ringarna. Det är värt att notera att du kan hitta mer än ett lagernummer, vilket möjliggör avsaknaden av en separator i sin design.
Vad är deras skillnader?

Moderna rullager är vanligtvis klassificerade enligt flera huvudfunktioner:
- Typ av kroppar som används för att säkerställa att samma rullande vals / nål eller kullager
- Typ av möjlig belastning - linjär, tryckkraft, radiell, radialstopp och kulskruvtransmission.
- Det totala antalet element som används är från en rad till flera rader.
- Möjligheten att kompensera för det faktum att konstruktionen inte är koaxialitet i hylsan och axeln - ej självjusterande och självjusterande.
fördelar
Det finns ett antal fördelar som är fördelaktiga.Sådana lager är olika. GOST fastställer tillräckligt strikta produktionsstandarder för sådana produkter, vars överensstämmelse bör ge följande fördelar:
- Extremt hög KDA, som säkerställs genom att uppnå minimala förluster på grund av friktion.
- Ibland, och i vissa fall reducerade tiotals gånger friktionsmomentet jämfört med glidlager.
- Totalt brist på något behov avanvändningen av dyra icke-järnmetaller, utan vilka lagren inte kunde användas effektivt, vilket har en väldigt positiv effekt på initialkostnaden och följaktligen det slutliga priset som sådana lager har. GOST samtidigt anger tydligt kraven för deras produktion, så behöver du inte oroa dig för det för mindre pengar får du en produkt som inte är så högkvalitativ.
- Möjligheten att producera lager av praktiskt taget alla dimensioner du är intresserad av mot axeln, varigenom deras användningsområde är starkt expanderad.
- Utmärkt prestanda, liksom komplett enkel service, i kombination med den relativa lättanvändningen.
- Extremt låg smörjmedelskonsumtion.
- Kostnaden är ganska låg, vilket är en konsekvens av massproduktionen av sådana produkter, liksom den mängd material som används.
- En ganska hög grad av utbytbarhet, vilket också har en positiv inverkan på den totala enkelheten och storleken på reparationshastigheten hos olika anordningar och maskiner.
cons

Samtidigt är det omöjligt att inte säga att även beteckningen av importerade lager av denna typ innebär att de har vissa nackdelar, nämligen:
- Relativt litet tillämpningsområde. I de övervägande delen av fallen, om vi demonterar beteckningarna av lager, visar dechiffrera deras egenskaper tydligt deras fullständiga olämplighet för användning i utrustning som arbetar med ultrahöga hastigheter och med stora vibrationer och stötar, eftersom allt detta är omöjligt för sådana produkter.
- Ganska stor massa och dimensioner i radiell riktning.
- Oförmågan att skapa helt tysta lager på grund av formulärens noggrannhet.
- Snarare svår installation av olika lageraggregat.
- Det är nödvändigt att vara mycket uppmärksam på det faktum attså exakt som möjligt för att etablera sådana produkter, vilket framgår av beteckningen av lager. Dechifiering av de grundläggande parametrarna och praktiska exempel på deras användning tyder på att även små felaktigheter kan leda till att hela noden inaktiveras.
- I processen att tillverka små massor av lager med icke-standardiserade storlekar ökar deras kostnader ganska starkt.
Glidlager
Bearing beteckning enligt GOST sägerAtt glidorganen är ett hus med en öppning, inuti vilken det finns en smörjningsanordning och en specialhylsa, gjord av antifriktionsmaterial. Axelns rotation utförs av ett gap som är anordnat mellan det och hålet. Det är värt att notera att särskild uppmärksamhet ägnas åt beräkningen av denna klyfta, för annars kommer det inte att vara möjligt att säkerställa en verklig effektiv drift av denna produkt. Det är därför som SKF-lagerets logotyp och logotypen från andra stora globala tillverkare gör det möjligt att säkerställa att deras egenskaper motsvarar produkter på hög nivå och inte kommer att tvivla på effektiviteten hos de använda produkterna.
Glidfriktion i sådana produkter är indelad i flera huvudkategorier:
- gräns. Smörjmedlet täcker produkten med en tunn film, medan lageret med axeln rör hela eller helt enkelt påverkar områdena över ett långt avstånd.
- vätska. Genom att applicera ett skikt av tillräckligt flytandefett eliminerar den direkta kontinuerliga kontakten mellan lager och axelns ytor. Sådan kontakt kan antingen vara helt frånvarande eller annars vara intermittent i vissa områden.
- gas. På grund av närvaron av ett gasskikt mellan produkten och axeln är möjligheten till direktkontakt helt utesluten.
- torr. Smörjmedlet används inte i princip, och axlarna täcker helt lagrets diametrar, eller de faller på områden med stor längd.
Beroende på vilken typ av produkt som används, kan plast, flytande, gasformigt eller fast smörjmedel användas.
klassificering
Klassificeringen av sådana produkter utförs beroende på följande egenskaper:
- Hålets form är en-yta eller flera ytor; med eller utan förskjutningscentrum; med eller utan förskjutning.
- Anvisningarna för uppkommande belastning är axiella, radiella eller radiella dragkraft.
- Antalet oljeventiler är en eller två eller flera.
- Design - avtagbar, endelad eller inbyggd.
- Justerbarhet - förmågan att justera eller sakna det.
fördelar

Om vi pratar om de viktigaste fördelarna med sådana produkter, kan alla identifieras några:
- Extremt brett spektrum av möjliga tillämpningar på grund av det faktum att lagren kan fungera normalt även vid stora chock- och vibrationsbelastningar eller i tillräckligt hög hastighet.
- Tillräckligt hög grad av effektivitet, om använd axel med stor diameter.
- Möjlighet att använda i form av ett splitlager.
- Möjligheten att justera gapet, så att axelns axel kan installeras med extrem precision.
brister
Samtidigt har sådana produkter naturligtvis vissa nackdelar:
- Till skillnad från beteckningen av rullande lager är detta inte den högsta effektiviteten, eftersom det finns ganska stora förluster från friktion.
- Det finns ingen möjlighet att säkerställa normal drift utan regelbunden smörjning.
- Ojämnt slitage på stiftet och själva produkten.
- Tillräckligt hög kostnad på grund av behovet av regelbunden användning av icke-järnmetaller i produktionsprocessen.
- Den enorma komplexiteten i tillverkningen.
märkning

Alla produkter som tillverkas påRysslands territorium måste nödvändigtvis vara märkt av tillverkare, och ange beteckningen av lager enligt GOST. Märkningen av ett modernt lager innehåller sju nummer av huvudbeteckningen, liksom flera ytterligare tecken, som ligger till vänster eller höger om huvudbeteckningen. Det bör noteras att extramarkeringen till vänster alltid måste separeras med en bindestreck från huvuddelen, medan lagerbeteckningen är till höger. I detta fall bör tecknen under alla omständigheter läsas endast från vänster till höger.
Vänster skyltar, som inkluderar beteckningen av lager på ritningen, innehåller följande:
- friktionsmoment;
- produktkategori;
- precisionsklass
- radiell clearance grupp.
Rätten indikerar följande:
- designändringar;
- materialet som används vid tillverkningsprocessen för dessa delar;
- smörjmedel;
- tempereringstemperatur;
- grundläggande krav för att säkerställa en viss vibration.
diametrar

När det gäller diameterbeteckning, storleksom inte är mer än 10 mm, anses värdet på den nominella diametern, och det enda undantaget här är lager med öppningar med en diameter i intervallet 0,6-2,5 mm, vilka är betecknade med ett bråknummer. I andra situationer, om diametern har ett fraktionsvärde, kommer beteckningen att avrundas till helheten, medan i andra hand i beteckningen av denna produkt sätts talet "5".
Lager med vars diameter är10, 12, 15 eller 17 mm, i deras diameterbeteckning har de siffrorna 00, 01, 02 eller 03. Om detta hål, vars storlek ligger i intervallet från 10 till 19 mm, men inte ingår i ovanstående lista, anges produkten med det närmaste numret från ovanstående och siffran "9" sätts i markens tredje position.
Om håldiametern är 22, 28, 32 eller 500 mm, anger de i detta fall fraktionsvärden. Till exempel kan en produkt med en diameter av 22 mm ha beteckningen "602/22".
Om håldiametern är heltal eller fraktionett tal som inte är en multipel av fem, i vilket fall de betecknas avrundade till ett stort antal kvoter från att dividera den faktiska diametern med 5. Samtidigt innefattar huvudbeteckningen för sådana produkter i tredje hand siffran "9".
Lagrets inre diameter, som har ett hål på mer än 500 mm, har en beteckning som helt sammanfaller med det angivna värdet av hålets diameter beräknat i millimeter.
Bland annat anges lagerets storleksserie, vilket inkluderar en kombination av en serie av bredder och diametrar för att bestämma de exakta dimensionerna.








